
Reconstrucción del motor Parte 9 - Cómo instalar las culatas
Antes de que las cabezas de los cilindros se pueden instalar, las superficies de contacto del bloque del motor y la cabeza deben estar perfectamente limpias. Todos los restos de aceite y la suciedad se eliminarán o de lo contrario las juntas de culata pueden desarrollar una fuga de refrigerante, o peor, la fuga de los gases de alta presión desde el interior de los cilindros.
Escapar los gases de combustión (esencialmente de escape) en realidad puede erosionar el metal del bloque del motor y / o de la culata, y arruinar el motor.
Persecución de los orificios cabeza del tornillo:
used a 7/16 inch coarse tap (14 threads per inch) to chase the cylinder head bolt holes in the engine block. sprayed a few drops of brake se utiliza un grifo grueso 7/16 de pulgada (14 hilos por pulgada) para perseguir a los agujeros de los tornillos de culata en el bloque del motor. rociado unas gotas de limpiador de frenos en los orificios mientras se gira la llave, para lubricar los dientes de corte. Luego se limpia la suciedad fuera del grifo con aire comprimido, y se rocía un poco de limpiador de frenos en el agujero.

Después de limpiar la cabeza del cilindro, se limpió la superficie de contacto con una toalla de papel limpia rociada con limpiador de frenos. Limpié la cubierta de la cabeza y el bloque del motor varias veces, doblando la toalla para conseguir una sección limpia cuatro o cinco veces, hasta que la toalla de papel recogido ninguna suciedad o aceite. A continuación, utiliza un paño de limpieza de lentes para limpiar las superficies. Estos paños (papel, en realidad) contienen alcohol isopropílico, y no dejan residuos.

Algunas cabezas de los pernos transgénicos no son reutilizables:
Desde la década de 1990, GM ha estado utilizando pernos de cabeza de par-a-rendimiento de sus motores.Torque-A-Rendimiento (TTY) pernos en realidad se estiran de forma permanente después de que hayan sido debidamente apretado, y General Motors (y todos los mecánicos decente) desaconsejar la reutilización de los pernos de cabeza de edad. Estos tornillos no son caros ... Pagué unos 24 dólares para dos juegos de tornillos de cabeza del mercado de accesorios.Algunos motores más antiguos GM V6 y V8 no pueden utilizar tornillos de cabeza-a-par rendimiento. La mayoría de las tiendas de auto partes deben ser capaces de decirle si su año modelo particular, requiere pernos de cabeza de TTY o no
Establecer la nueva junta de la cabeza en su lugar.
Las cabezas de cilindro de izquierda y de la derecha utilizan la misma junta, y en un principio estas juntas parecen ser reversibles. Pero en una inspección más de cerca, me di cuenta de algunas diferencias menores entre los lados. Además, los agujeros que se colocan sobre los pasadores de guía no son lo mismo ... el agujero de la izquierda es de forma triangular, mientras que el agujero de la derecha es redonda. (La junta original tenía la misma función).

establecer cuidadosamente la culata en el bloque del motor, teniendo cuidado de no tocar las superficies de contacto con mi fingers.and roscada del primer tornillo en el agujero para evitar que la cabeza se caiga del bloque. Dejar caer una culata en el suelo sería realmente chupar!

se aplica una pequeña cantidad de aceite en la parte inferior de la cabeza de los tornillos de larga y media.
Es importante que los tornillos giren libremente y no tienen fuentes de fricción además de las roscas de los tornillos, para evitar cualquier error al aplicar el par de apriete correcto.

En los pernos cortos, que se encuentran cerca del colector de escape, apliqué algún compuesto anti-sieze a base de cobre en la parte inferior de la heads.Note perno de la materia blanca en los extremos de los pernos. Todos estos pernos vino con sellador de roscas ya aplicado.

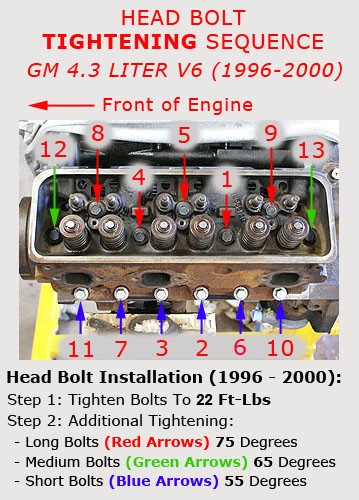
En lugar de apretar los tornillos en una sola pasada, primero miré cada perno 30 grados, tras la pattern.Then especificada fue de ida y vuelta cada perno de la cantidad adicional (25, 35 o 45 grados) que se requieren.

La instalación de las varillas y balancines:
Después de limpiar las varillas de empuje en xileno (me lavé con un cepillo de latón), mojé los extremos en la lubricación de ensamblaje.
Me aseguré de no perder de vista el extremo superior e inferior de cada varilla de empuje ... las barras deben ser colocados en el mismo orden y orientación que cuando me las quité.

insertada la varilla de empuje cada uno en su agujero adecuado en la culata.

WAl limpiar los ejes de balancín, por favor asegurado de este pequeño agujero de aceite no estaba enchufado.
Esto es importante, ya que este agujero se alinee con el agujero en el extremo de la varilla de empuje cuando el tren de válvula se desplaza, dejando un poco de aceite salir a chorro para lubricar la zona de la válvula.

Después de limpiar cada eje de balancín en xileno y soplando el disolvente con aire comprimido, apliqué un poco de lubricante de montaje de los puntos en los que las prensas de balancín contra la varilla y la válvula. utilizado un cepillo de espuma desechable para aplicar lubricante. Coloqué el balancín en el perno del eje de balancín.

limpiado el pivote de bola y se aplica un poco de lubricante de montaje en la parte inferior.




Are you looking for a reliable manufacturer of down home textile products?
We can quickly provide customers with market analysis, technical support and customized services.







